

 Pearl Burgoff
Pearl Burgoff
1 min read
Tech Tuesday: Product Update Global Shear Plate and Single Angle Placement
To be more specific this is a Preference Setting update that focuses on the Global Shear Plate and Single Angle Placement.
This special and well-received webinar took place on October 2nd, 2019. The webinar focuses on three significant steps to improve fabrication production. Our excitement to share this information comes from a trend we were seeing with our customers. That trend? Qnect provides so much more than software and super service to help them be more successful.
You can also find the condensed version of the video here. Here is a quick preview of the webinar content. Then below this, you'll see the video recording and the transcript. So is this a great webinar for you? Read on and find out. We think so.
What you will learn:
If you answered “yes” to any or all of these questions please come join us to see how so much can be achieved within the extraordinary challenges that each project faces.
Join Qnect’s Co-Founder Henry Lederman, a 47 year veteran of the industry, and Qnect’s Account Manager, Dermot Kerin, along with Josh Hines, our Field Tech Manager to experience these three steps and to determine what it might mean to you.
(Transcription starts at 1:04 mark)
Thanks Dermot. As Dermot said here's what we're going to cover today:
So first let's do a refresher on how the system works for those of you that do not know. For a deeper 12-min video of Qnect, please view this page.
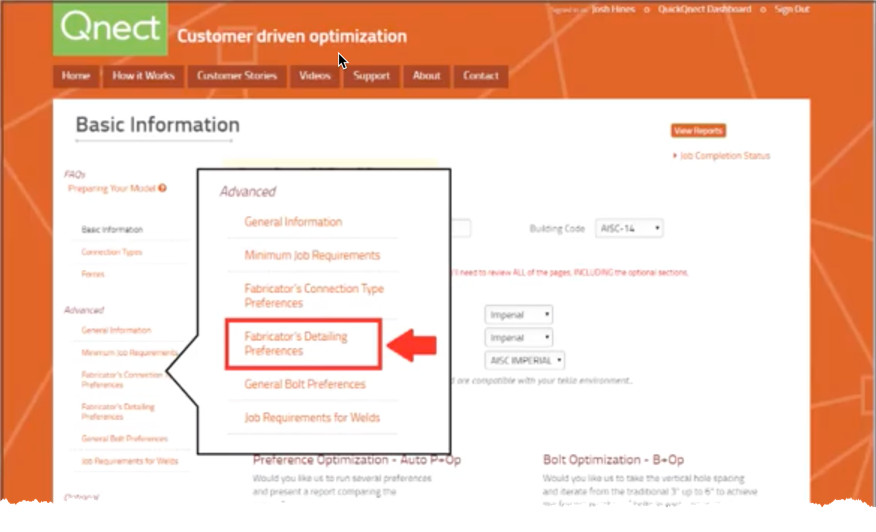
Alright, so first we're going to look at the Qnect web-based application where we set up all of our preferences prior to running. So there are locations for connection types in hierarchy as well for vertical shear and shear and axial. Same thing with forces. There's none shown here so that means that they are being overridden in the model. We can also fill out a table with any profile or multiple profiles in one with the vertical shear as well as minimum rows. Same thing with the UDL factor - uniformly distributed load factor - and short span members for any profile size desired. Same with LRFD or ASD.
Then I'll just quickly show down at the bottom here of our minimum job requirements. The minimums and maximums of material preferences set up for stabilizer plates as well as material grade so on and so forth.
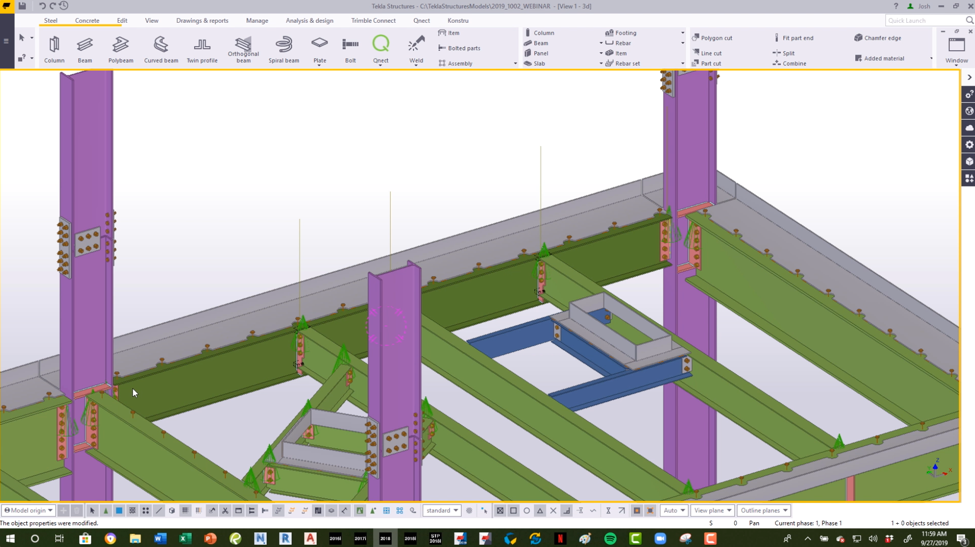
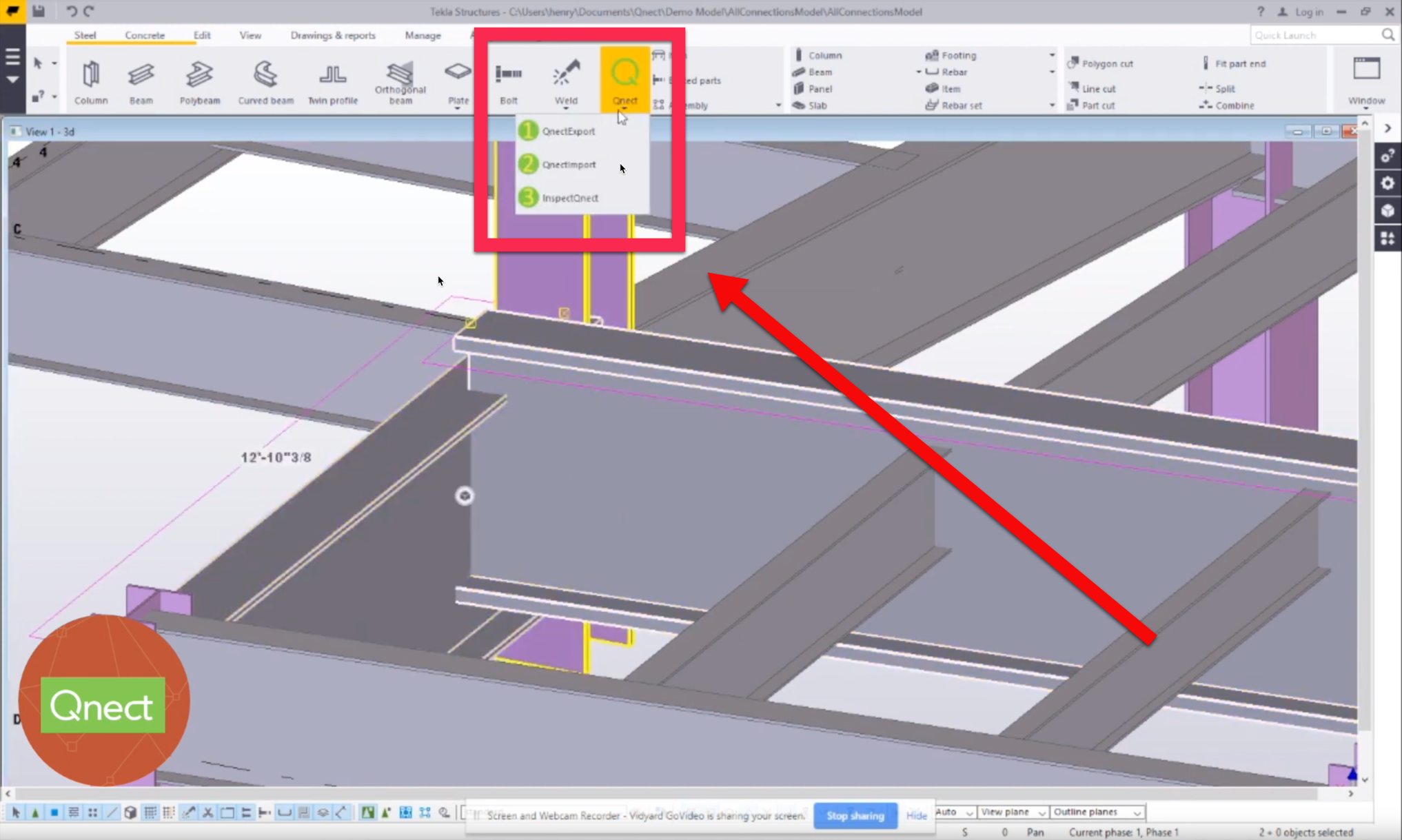
Let's jump into the model. First and foremost, where is our Qnect button - actually right here 1, 2, 3-button system under the steel ribbon. If it does not appear there, depending on the environment that you have with your [Tekla] licensing, you can find it in your macros.
So let's do a full run on this project except for one beam. I'll show you the reason for that after. Right now, what I'm doing, I'm gonna create a session and this session is going to be just a placeholder for reporting information. It's sending information up to our cloud-based system and the preference is that I just showed you very quickly. It's meeting that in our system. It's been crunching through creating the connections themselves physically and also the calculations so they can be brought back into the model. As soon as it's done you'll receive an email telling you how many connections were done and how long it took.
Let's go to button 2. We can see that it's already back. I'll go ahead and say “submit” so now it's importing information into our user-defined fields as well as bringing in the actual connection components and calculations. As you can see, all the cut planes those have come in and clean it up a little bit.
Now let's look at a calculation on one of these connections. We simply double-click, go into the component, you'll see all the information associated to this member. I won't bother you with that right now but then if you select the link here it's going to take you to the full calc information. You have your main calc, your bolt strength, bolt bearing, you have your beam strength, and you have your sheer plate as well as the weld calculation information.
"...speed is definitely our friend."
Okay so let's go back into the model and let's go back to this joint that we didn't connect. The reason for that is we know in production of a model that we continue forward we don't just stop and then place all the connections and that's it. So if I turn everything else on, you're gonna see a project that looks very similar to something like this where you have your pour stop, you've got studs, you know things like that column splices, base plates so on and so forth. I wanted to make sure that everybody realizes that you know just because it's not a stick model doesn't mean we can't connect it. So it's still gonna be a manageable process. Let's see what that does for us.
You know speed is one of our biggest things here so let's go ahead and bring this in since we know what should already be done there. It looks like there were a couple skewed connections probably because they were a little close to some of these areas and that's why they didn't go. So we’ll do that in kind of a vetting process to bring the remaining in. Then again you know speed is definitely our friend. We'll go after these one more time.
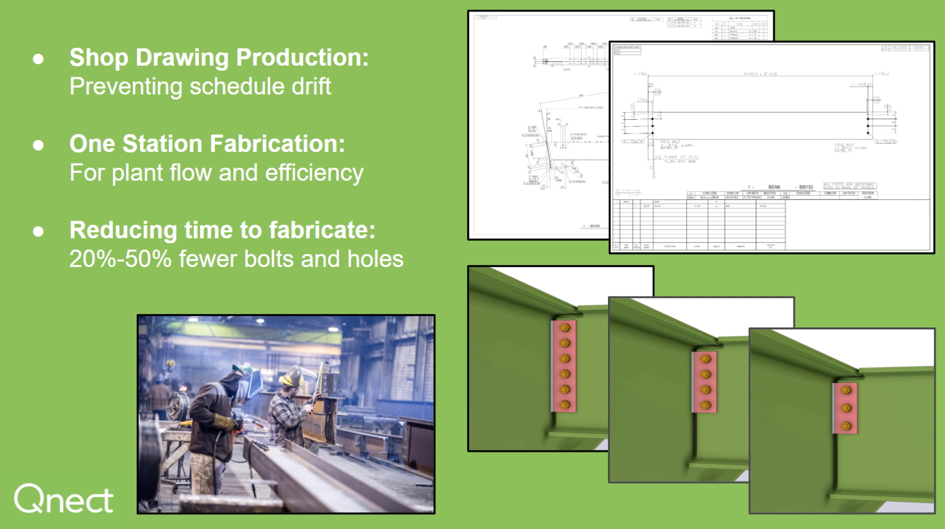
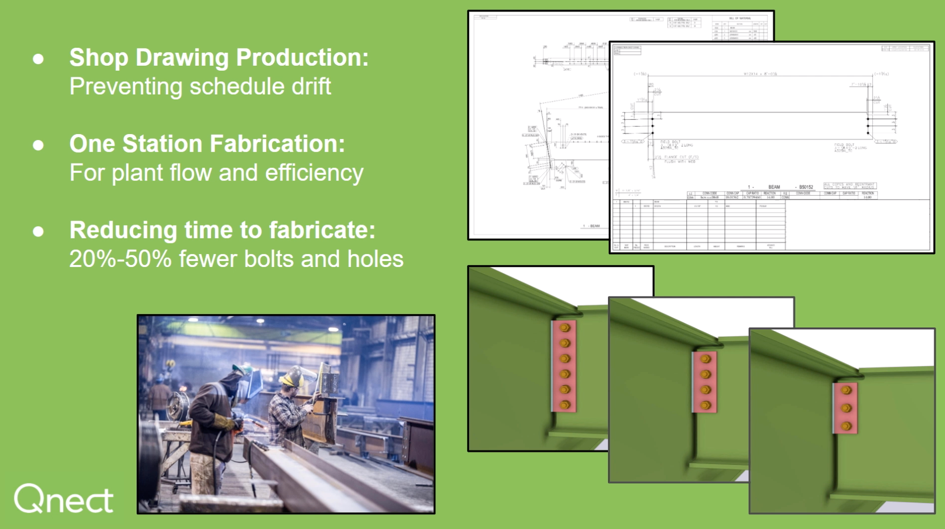
Now we're gonna discuss preventing schedule drift we'll come back to the model after.
Everyone experiences changes that cause the schedule to drift and you end up scrambling in the shop - very inefficiently. So the model I just did, took less than a minute to not only run and calculate but to bring everything back into the model. We can start evaluating things very quickly.
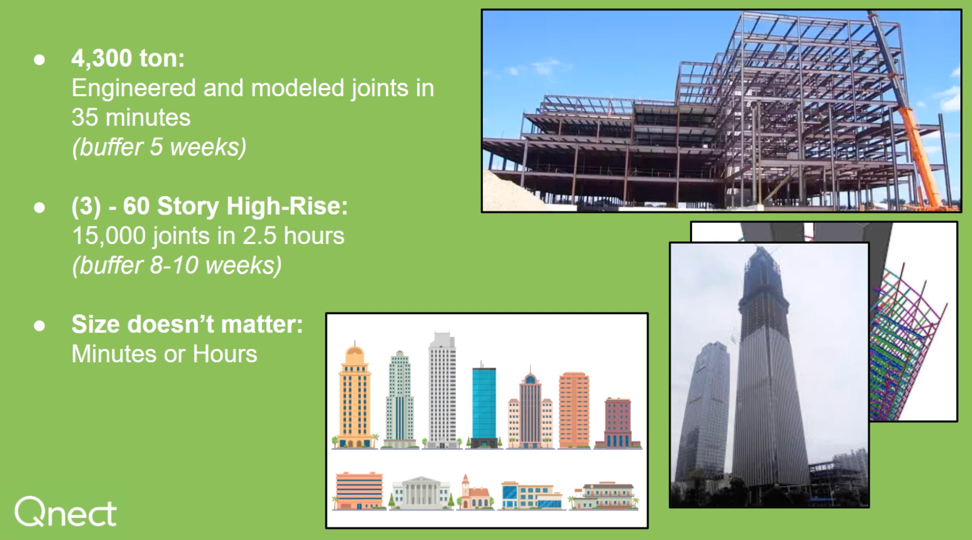
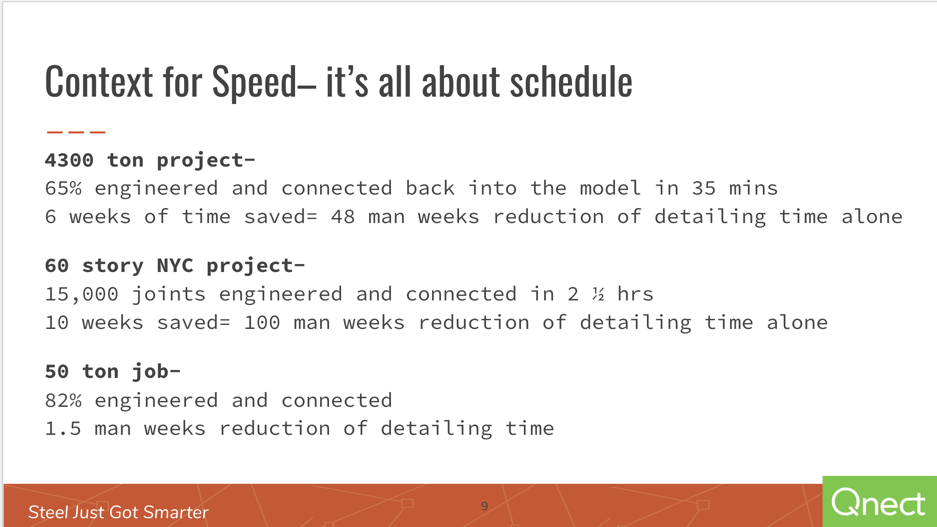
Some context - 4,300 ton project engineered and modeled joints in 35 minutes - buffer of five weeks we're also working on 3 60 + story high-rises right now; 15 joints in two and a half hours gives us a buffer of about eight to ten weeks. Regarding size, you know small, large, doesn't really matter for us it's all relevant. This will also apply to your estimating phase if you desire. So now, we have this buffer right? How can we continue to prevent drift when changes come in? I think you can already imagine that any change can be done within minutes or hours.
Expediting changes helps prevent scheduled drift. So we're gonna go back into the model and look at a change. So let's do a quick change. We're gonna come in and we're gonna change - we're gonna up size this to an 1835 and let's also say that this is forty KIPs total both sides. Now as soon as I modify that we're gonna re-engineer it. It's gonna go back up to our cloud-based system. Then it's gonna come back down and automatically populate when I end up reengineering.
So you'll notice those connections have been stripped out of there and the new ones will be placed back. Fully modeled. Fully calculated. Everything's there, alright.
So now let's talk about one station fabrication
In one station fabrication, the goal is to keep pieces off the plant floor or any time that you have handling out to the yard coming back you know or from skid to skid it's just not needed. So using our patented software and proprietary process, Qnect will manage the end connections to maximize the number of pieces that go through one station fabrication. What does that really mean? and what does that really mean to you?
Well, let's look at this member here. In the shop, you're gonna have bolted ends here. So no welding, right? But on this member you're gonna have shear plates that are welded. So really, what we can do is - let's just do everything bolted so we don't have to worry about going anywhere else. It gets bolted, it's done. Let's do that. Let's do a single angle bolted bolted add all these locations and see what that gives us.
What the goal here is, you know, if you're gonna be able to do bolted in an entire location or if you're gonna be able to do welded an entire location so you can maximize the efficiency. You can see that these came in is bolted bolted. So now whether you have equipment or maybe you don't have equipment but now all of your bolts, sorry all of your holes, have been taken care of either manually or by your equipment.
Now the only thing you have to do is physically come in and bolt these up. You do not have any welding.
Let's get into reducing time to fabricate.
Let's go ahead and optimize a joint. We can see right here this is a double angle connection, okay? There are six bolts okay six rows of bolts. So let's go ahead and let's make this more efficient. We're gonna bring in bolt optimization. We're gonna reduce the quantity of bolts. At the same time, we're also going to adjust the vertical spacing. We're gonna bring this back in.
Alright, so we went from six rows to four rows okay. So now we have six less bolts overall so that means six bolts we don't have to order. That also means two fewer bolts in the shop to install as well as four bolts fewer to install in the field so twelve holes, two less to drill cut or punch on one connection. You know so thirty-three percent (33%) of that connection with the bolts just gone.
So you know what, what does that really mean to you?
The last thing I want to touch on here is typically we see a reduction of bolts of one to one-and-a-half bolts per ton. So if you have a thousand ton project you could see about a thousand to fifteen hundred fewer bolts and of course two to thousand fewer holes to drill punch or cut add that up job after job - and the results are very impressive.
Now let's get into workflow.
So who does all this work in your project workflow getting the Qnect connections into a model?
Well, I'm pleased to say that Qnect will take a checked model if you want us to manage that process. So we can manage the end connections to maximize one station fabrication. We can also optimize your connections with both optimization so on so forth if that's what you're looking for. Then timeframe to go along with that typically we're 24 to 48 hours on our turnaround.
There's two ways that this can be done:
or
So that concludes everything for the webinar. Thank you very much for all of your time. I'm gonna send you over to Dermot.
Thank you so much Josh. And now for questions and answers with Henry Lederman.
Henry, first question is: How do you do one station fabrication? What is your process?
Thank You Dermot. It's a pleasure to be here. First, let's start with that the process we use is proprietary along with a patented software. But the fundamental nature of it is iterative as we look at a change in the type of attachment within a girder measured against the ends while designing all of those in you know within a short period of time. We do that within the resources of the client, meaning what is their preferred connection type, what's your second preference, third preference, what percentage of welding versus bolting. So we collaborate with them. Then with our with our process and software we will manage that process. Ultimately the goal is to have the maximum number of pieces that go through the shop first without any attachments on them. Second, maximum number of pieces that go to one fabrication process either bolting or welding thereby reducing the number of pieces on plant floor.
The second question is: Are connections designed with calculations are they able to be stamped in all 50 states?
Yes, thank you. All of our connections are fully engineered meeting all of AISC limit states. Our connection engineers will stamp our work and finish any part that we did not do. We can stamp in all of the states and the United States and also Canada for that matter. Qnect is more than happy to carry the full connection design package.
The next question is: Could you confirm the safety of connections where there are different loading conditions?
I'm not quite clear about this question. There's a question about safety [and] there's a question of loading conditions. Let me cover both: First, if by safety we're talking about OSHA yes we provide the allowance to create OSHA connections beam to beam, beam to column web. We do that in a couple ways that are selected on our preferences on our website. In terms of loading conditions, we use shear and axial moment connection, New York City integrity, IBC codes, will soon have vertical bracing, all meeting the full limit states of AISC. I hope that answers the question.
For our next question we have: Can we use the information from Qnect in estimating a project?
Well, Qnect is used quite a bit in the estimating process. In fact, we are working with several fabricators both small and large where they're integrating us directly into the estimating process. We're building some customization to meet their specific needs working with our field tech manager Josh Hines. Then that seamless approach goes right into estimating through production. In terms of further workflow, Qnect is happy to build a model from scratch at a dollar a ton or if you give us a Revit or an IFC file at $0.50 a ton, we will run the job multiple times, engineering it, and we'll provide all the analytics and data and VE savings so that our clients can maximize your opportunity to win a bid.
Thank you. Our last question is: How does Qnect relate to FabTrol?
Well, again like the previous question, we have a relationship with all of the estimating software - FabTrol, FabSuite, you know whatever it is you're using and so that's not a problem. Again we'll work with any firm to custom a need around how they estimate.
We do provide a costing structure based on units we have but a more accurate response would be what are the units you use?
Very good. Thank you for answering our questions and thank you for attending our webinar.
Access the Qnect app to enhance team collaboration and project efficiency. Sign in or create an account to manage communication and workflows with clarity and control.
1 min read
To be more specific this is a Preference Setting update that focuses on the Global Shear Plate and Single Angle Placement.
1 min read
This special GC-focused webinar took place on November 20th, 2019. The webinar focuses on reducing time to construction for the general contractors....
1 min read
Qnect's Henry Lederman and Aaron Bartlett, recently hosted a webinar titled "Determining the Lowest Cost Joint Configuration" for the general public....