

 Pearl Burgoff
Pearl Burgoff
1 min read
Webinar Review: GCs Learn How to Reduce time to Construction | Qnect
This special GC-focused webinar took place on November 20th, 2019. The webinar focuses on reducing time to construction for the general contractors....
![[Webinar Review] Analytics: radically changing how fabricators make decisions](https://www.qnect.com/hubfs/Aug%202020%20webinar%20Image%2007.png)
In late August, we hosted a webinar focused on the power of analytics presented with Qnect data. The full video is below and then just below that is a transcript with screen shots. We had a great attendance and a solid Q&A session after the main presentation. There is also a 7 minute BONUS video that can be found here where you will learn more about future plans around the content presented in the webinar.
For a link directly to the Q&A video section, scroll to the bottom. Contact us if you have any direct questions! Thanks.
The following is a transcript taken from the August, 2020 webinar presented by Qnect. Learn how analytics is radically changing how fabricators make decisions.
TRANSCRIPT START:
Good day everyone and thank you for making time to hear about analytics.
Analytics is one of Qnect’s most powerful deliverables. Why is that? We know that by the time a fabricator is awarded a job they're already behind several weeks. Why? Because the GC uses the time for the bidding process and once the job has been awarded to the fabricator everybody is off and running. There is no time to breathe; there's no time to think; there's no time to plan. Well, there's planning, make no mistake about it. And fabricators do the best that they can.
Qnect is able to offer early data that provides prompt computational analysis for the best decision making.
This is a sort of brand new and extraordinary future for our industry.
We don't have the technology and we don't have the time to be able to really plan for an entire job. You know we can do a couple joints here and there.
What I want to do is to start off [and] take you on a journey.
The first part of this journey, is just looking at how we do things today? How does a job that's been awarded to the connection engine and detailer gets processed? In the observation of that one can see the certainly the lack of analytics and with nobody's fault obviously this is how it's done.
Then we'll show you how Qnect works compared to the current system and then finally we'll get to the full force of analytics.
At the end i want to just tell you about two new exciting things that are coming up. I think you'd be particularly interested in that.
Let's start with a job and I can't mention the job
[ um uh christian i assume you can see my screen so i know i'm on track yes looks like it's coming up perfect so again ]
I can't mention this job or the connection engineer but suffice to say this is one of the best connection engineers around. The way this has been constructed is extremely well done for what's available to the typical connection engineer.
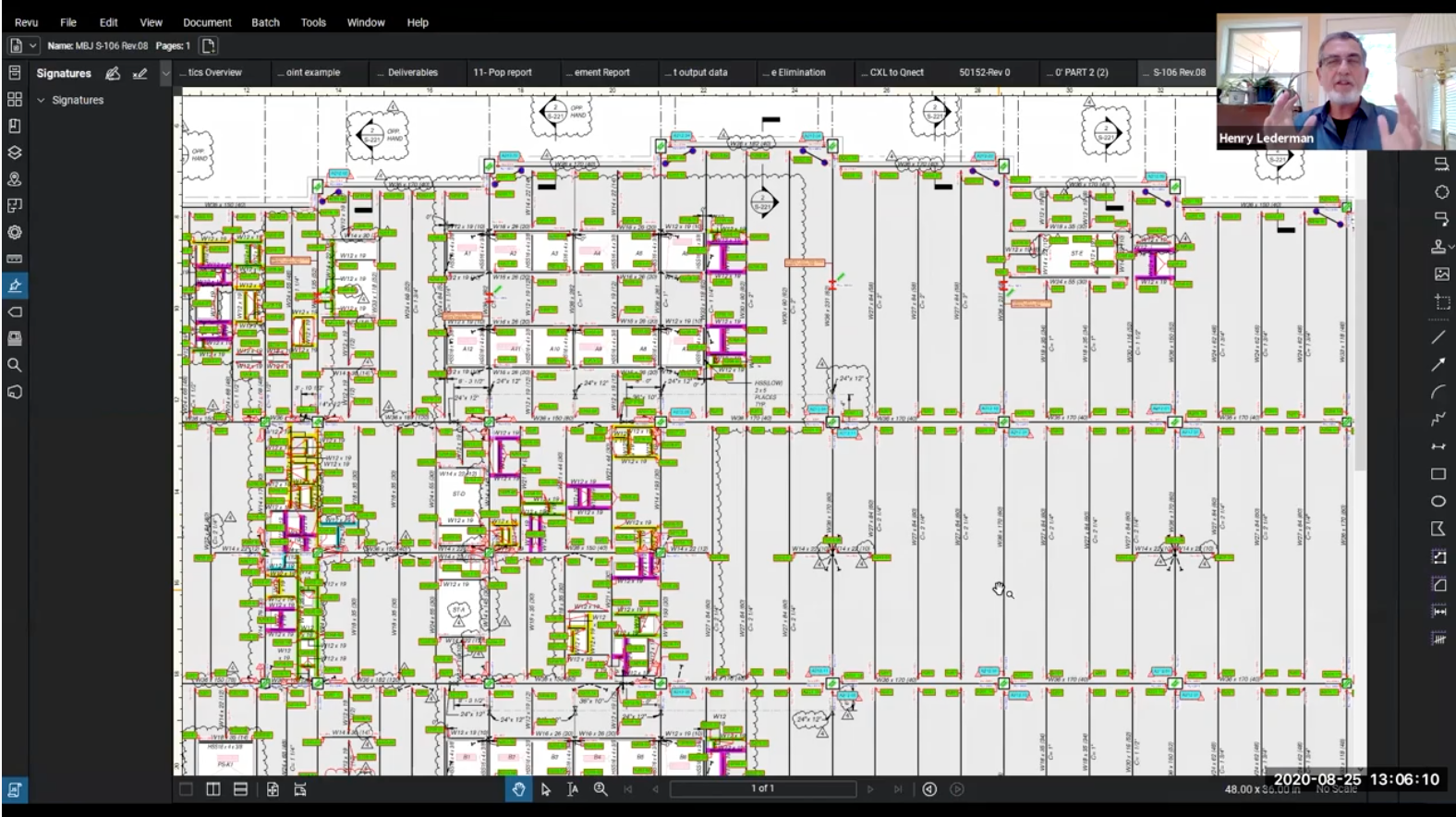
What you're looking at here [Image above] is the connection engineer’s map. You can see how incredibly busy it is and you might imagine how many folks it took to put this map together and also to have it checked and to have it be kept up up-to-date.
So that's number one: you have several people working that process.
We can see here a lot of s201 so the detailer has to come in find the beam, find the girder, find the load, find the standard and then move to the standard. Remember, the detailer now is working with this map. They're working with the connection standard and they have to find that spot on the model. So it's quite a dance.
How we managed to make it all work is probably a bit of a miracle or things slip through the crack. With all the buffers they work out.
But we see it says ‘w’ MAX ‘d’ MAX meaning that when the detailer puts these connections together “this can't be exceeded” and “that can’t be exceeded.” So let's just even take a look at the job standard. Many of us don't really get a chance to look this deep into the belly of the beast and you start to see that the detailer is being asked certain things, right? 99 percent of the detailers don't know engineering.
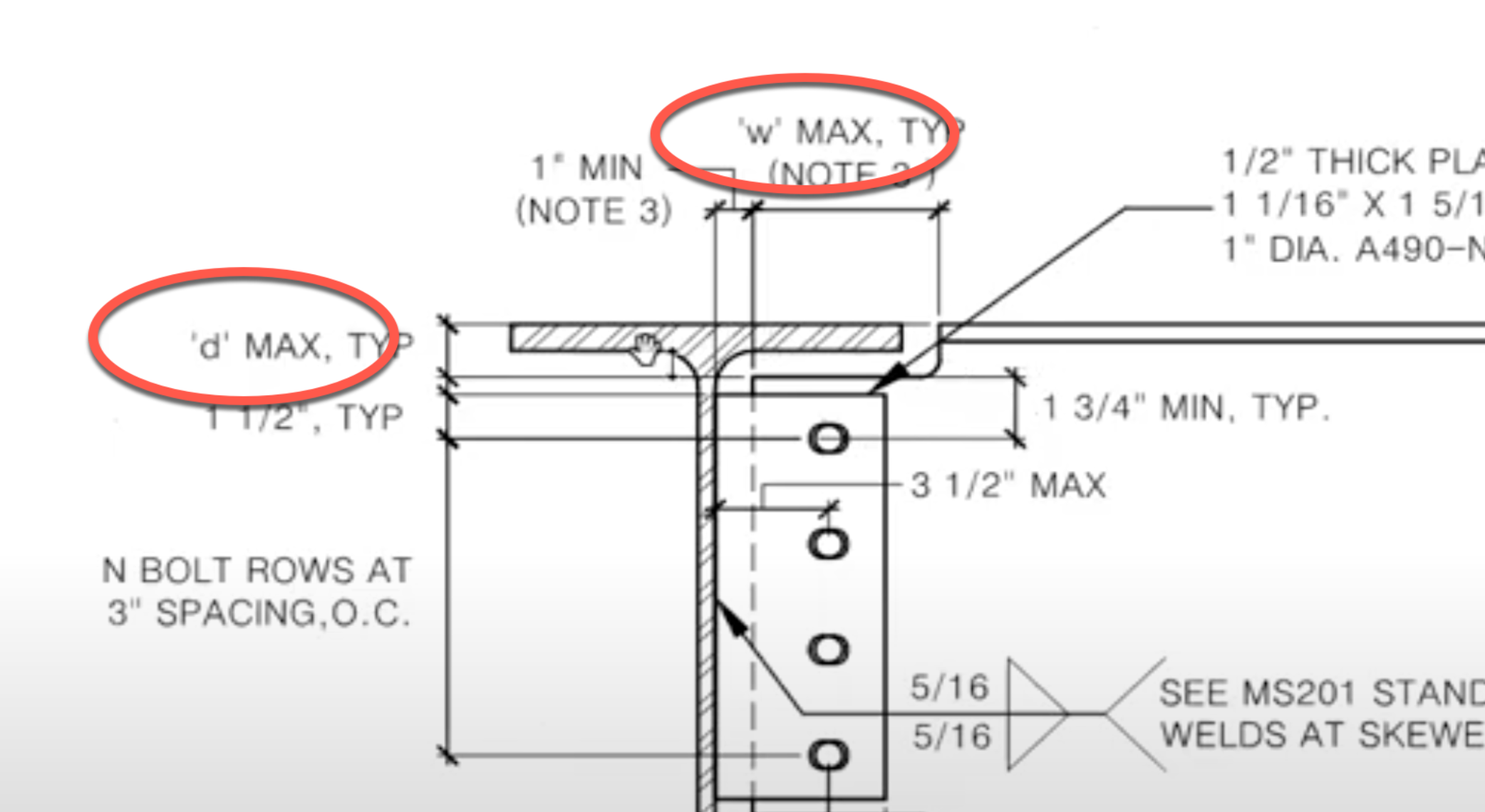
And where you know we're left with the first question: When does this information happen? Does the detailer have to check it first or after the connection has been done? We see notes like “stagger plates on opposite side of support web connection.” Meaning have if you've got beams on two sides stagger them.
Do the detailers follow that and what's the consequence when they don't? What's the consequence when that's impossible to do: either to execute condition or an erectability issue? What does the communication look like? And even if you've explained all this perfectly well to the first group of detailers, does it continue to translate?
Let's take a look at how this one would have worked. So the first thing is asked of the detailer is to come down here and find a code, A to N.
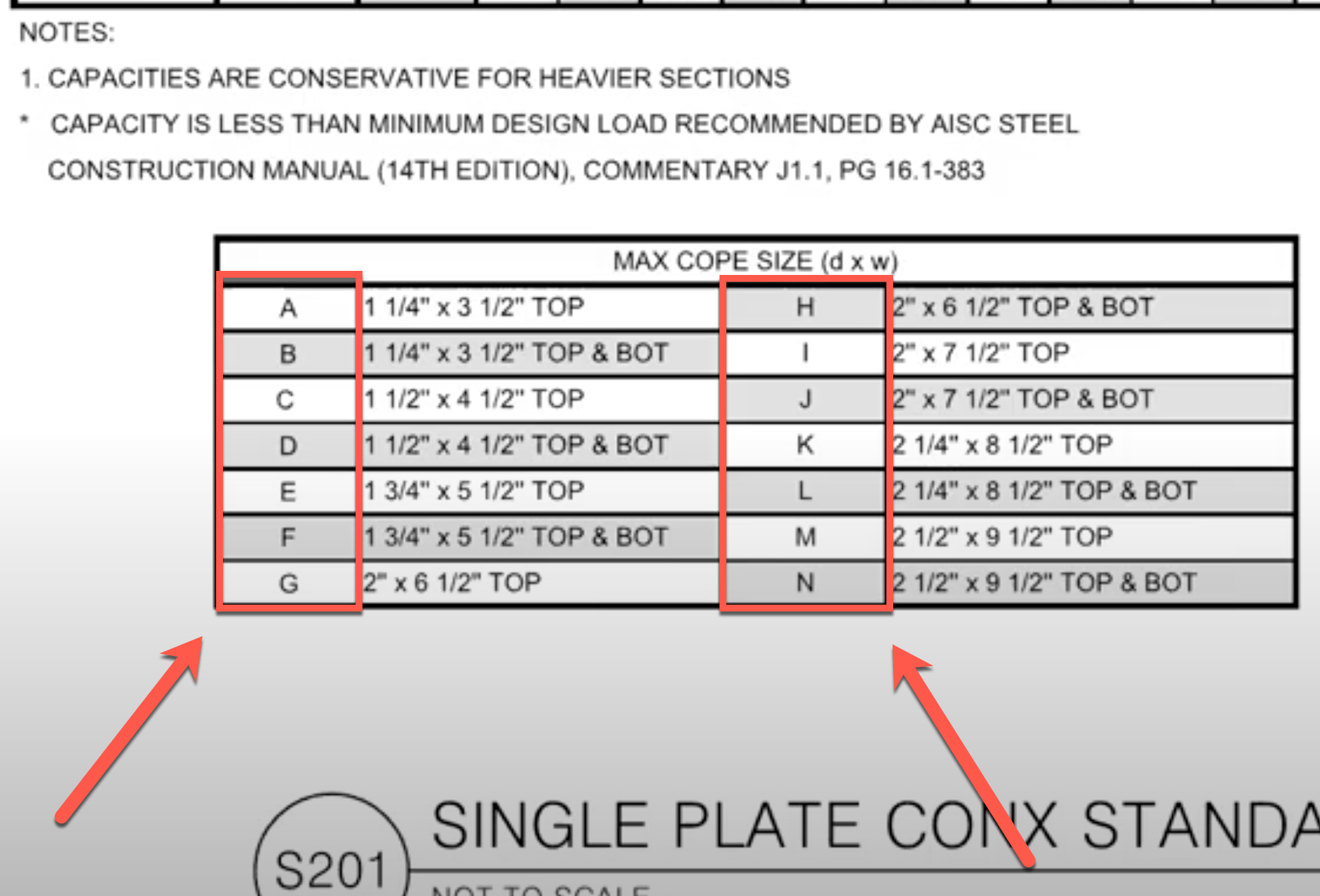
The code is based on copes, top and bottom copes. Then, and so right here now the detailer has to what, look up his book to see what the cope might be or likely to be? Or do they wait till the model has been connected and then check to see it?
So you can start to see the time consequence and complication associated with that. And then the detailer finds the beam, finds the coping configuration A to N, remembers the loading on the plan and then finds in this criteria the load and and it either works or it doesn't work.
If it doesn't work then there are other things that need to be done like calling the connection engineer and asking what to do about it. We see here another chart
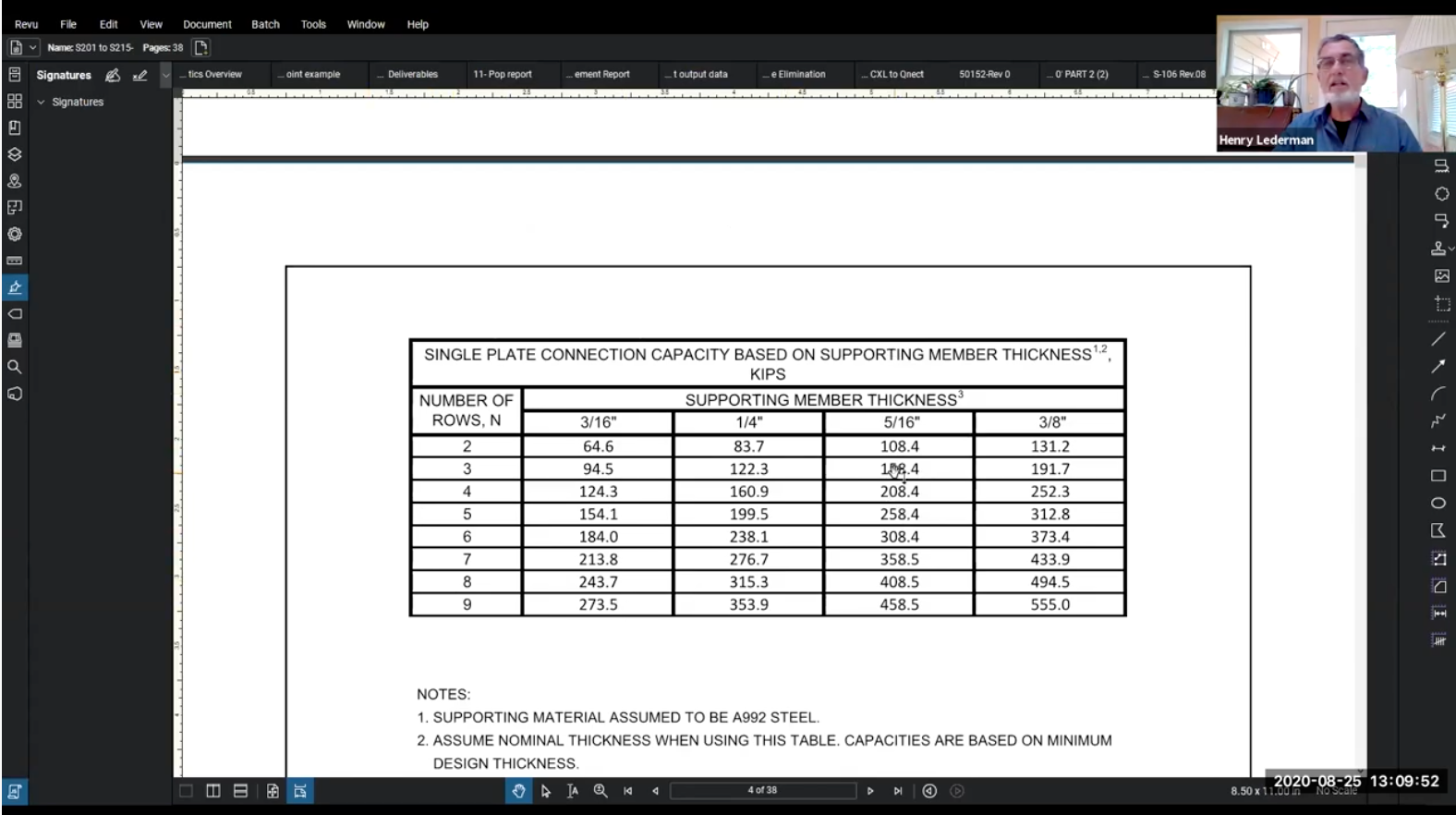
that the detailer is asked to look at which is the girder web thickness where the two beams are coming in. Asking them for these bolts to check to see if the web is adequate. This is well constructed.
This is a really good job and the point of this exercise is for you to appreciate if you don't already um how much time it takes the quality considerations that are at play because a detailer has to read this and interpret it, puts it in the model, the checker has to come back and by the time you're all done you've got about four, five, six people working to create a joint - and dependent on the checker to make sure the quality is right.
Now let's just take a look at how Qnect does it and for that we'll start.
[Let's see if i hope i didn't lose, perfect okay we start]
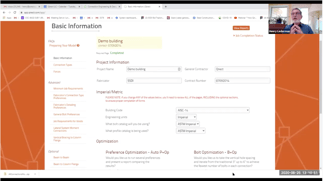
The first thing that Qnect will do is certainly put the preferences together:
Connection types, where we're establishing the parameters that the fabricator, the EOR, and the connection engineer wants the connections to be considered.
Forces, UDL if the loads are on the plan we put them in the model or if we need a table we can put them up on here.
We have:
It’s all put in here. Similarly with the vertical bracing connection we see the same configuration. We have the ability to skew these to optimize the connection and where everything we do is optimized.
So this is all set up, it's set up by the connection engineer, the fabricator, and Qnect. It's all set and it follows the job from the first joint that's connected right to the last revision on the job. Once this is done, a detailer cannot get it wrong. It's just simply not the case; it's not possible because we're coming up we're using the same parameters over and over again.
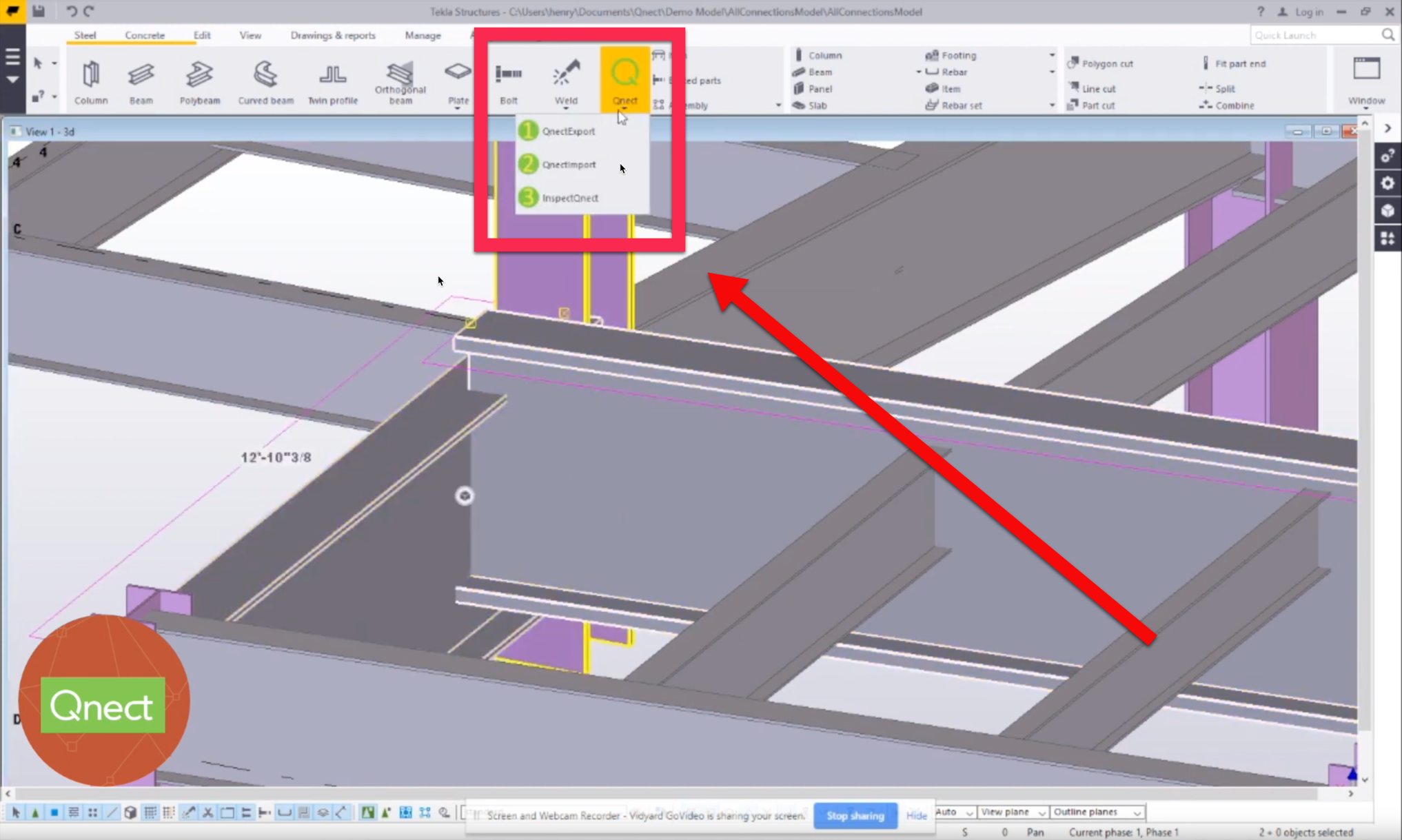
Let's take a quick look at how that might work. So here's a job i ran previously and let's just do so the process is always the same. Many of you have seen this process so forgive me and I won’t labor along on it. We select either the whole building, the whole floor or in this case we'll just do a joint. We hit button 1. We find a job and we put a session name and we submit. That's it. Once that is completed, the user gets an email saying it's ready and hits button 2. [It] brings it back down.
Now, think about that compared to what you just saw.
Again, what you just saw is pretty high quality production. Now we're going to do it with a complete joint - both engineered and modeled, 100% complete.
It might be obvious that when the connection engineer produces the map and the standards that you've done that there is really no space for analytics, right? And it's not that they don't do some pretty smart things - they really do and this particular connection engineer is better than most.
But really there is no global attention to decision making, can't run the whole building as Qnect can and so you can't make a decision about 10-12 joints and say let's make that the basis for the whole building. Wouldn't it be nice if you can capture the whole building and come up with a plan that satisfies the entire project?
While that's working I just want to show you that - I mean this took about a minute.You can see we've got the top and bottom moment plate. Actually, if we had deck support we can come in here and set up the model early for whether the deck support is near side, bolt side or far side. So we never do with detail you have to do something too.
So if you're going to need deck support it gets done for the first time and it is complete. There's no standard to look at, extended shear plates, you'll see a vertical bracing and in this particular case we were able to slope one side. The other side needed to be straight, I guess for the number of bolts and so this case we have two erection bolts. It could be one.
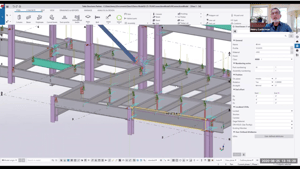
It depends on the need all the slots, all the welds, shop wells, everything has been put back in. Let's see if that is back yet. And it is. And the connection has been placed in the model; it meets all of the parameters that we've set up as many times as we use it we can get all the data we can see all of the engineering in its fullest form if you want to see it. Plus, it is summarized on the website for the PE submitted package.
So that's the process. That's how fast it is that's the quality control is extraordinarily tight, the erect tightening of bolts, electability is considered to the extent that we can, bolts cuts welds blocks everything back in the model. So again we really can't do analytics.
Now let's get to the meat of why we're here and that is analytics.
Let's go open this up and let's sort of begin from where we've just been and really start to enter into the analytic process. Qnect is proud to offer important and significant early data and computational analysis for better decision making.
This can happen during estimating and it can happen at production time. So the same data and the same run of information is available whether it's estimating or in production.
Let's go to a joint and try to appreciate what this means. What are the considerations and possibilities? Because once we start to appreciate this we can then expand it into how to make it be best useful to your company.
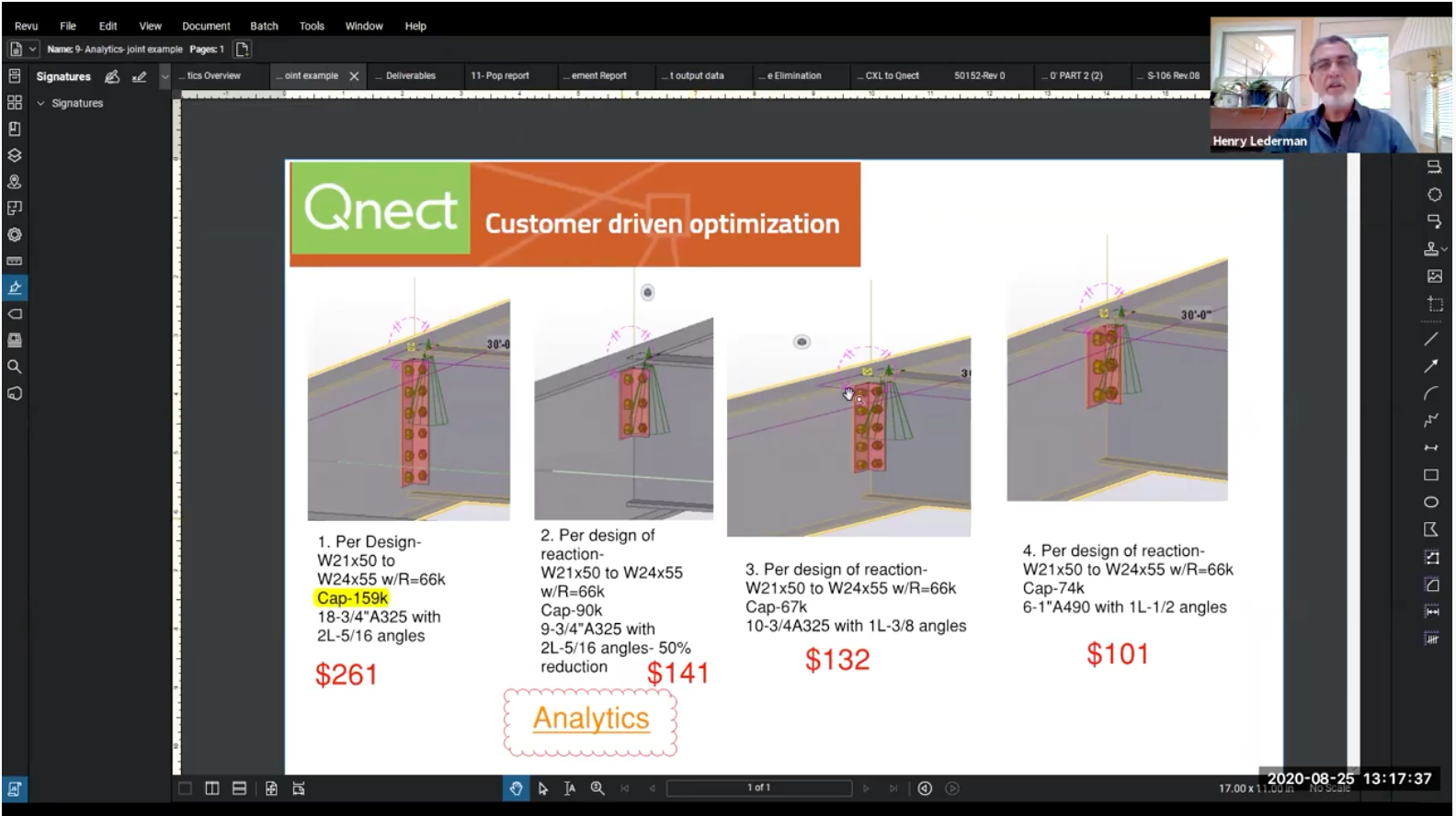
This is a job where we’re helping the client in the estimating stage - the fabricator. The EOR says “design for 66 KIPs but fill the beam up with bolts.” That's so uncommon we prefer not to have that happen but we're restrained by this consideration that the EOR has provided to us.
Since Qnect determines the capacity, we can see not only an extraordinary inefficiency but waste as well. So we said “look what happens if we remove this restriction and just um design for the 66 KIPs.”
Low and behold perhaps no one's surprised on this call we see the connection dropped 50%. Now to be sure this is obviously optimized, it's not three inches, it's maybe more like five or six inches. So that it doesn't get lost in as we look at this: this is a 21 inch beam. The 21 inch is being with three rows of bolts, to an old timer um this doesn't look right, right?
Just wait a second. It can't be; well it can be, it is, and we do it all the time.
You know a typical consideration in a conventional way regardless of this restriction you'd be seeing five bolts maybe even six. Anyway well we can still see this is worth 90 KIPs, it's still three quarters bolts, still 5/16 angle...now you as an estimator, bidding a job, wouldn't at this point reduce your price because you've got all this savings, right?
We don't have permission to remove this constraint. But what we can do at this point and what analytics helps us do in the bidding stage, is provide a value credit deduct. It could be time, it could be cost reduction or both and you know it's up to the bidder to decide how they want to provide it. We also know that GC 's certainly appreciate partners who bring this kind of value so that's one possibility.
Now, let's consider, because we're in analytics so we have the time we have the space to do it.
Let's consider that we started analytics right here. We say you know we've got two angles you know if this was General Electric they'd say “how many parts can we reduce it?” So we say “let's try a single angle” and we see that single angle does work. We need a three-eighth inch angle same bolt diameter and it's good for 67. We need 66 so it works. And it's a few more bolts uh one more bolt in here and certainly eight fewer bolts then this one. Pretty good.
Then we said “all right well what happens if we try one inch a490 bolts what does that get us?” We see quite an amazing connection. It's still single angle but now it's a half inch and we've got three rows of bolts as efficient as - well - the most efficient connection. A fabricator could have said, I don't want to use A490, I don't want to use half inch angle.” But they have the choice they have done some analytics and they have the option of determining which direction to go. They can even decide to try another option because it's analytics.
Now for sure one connection, as we've spoken before, doesn't a global decision make. And this is where the power of analytics really starts to come home so we're going to discuss these four points.
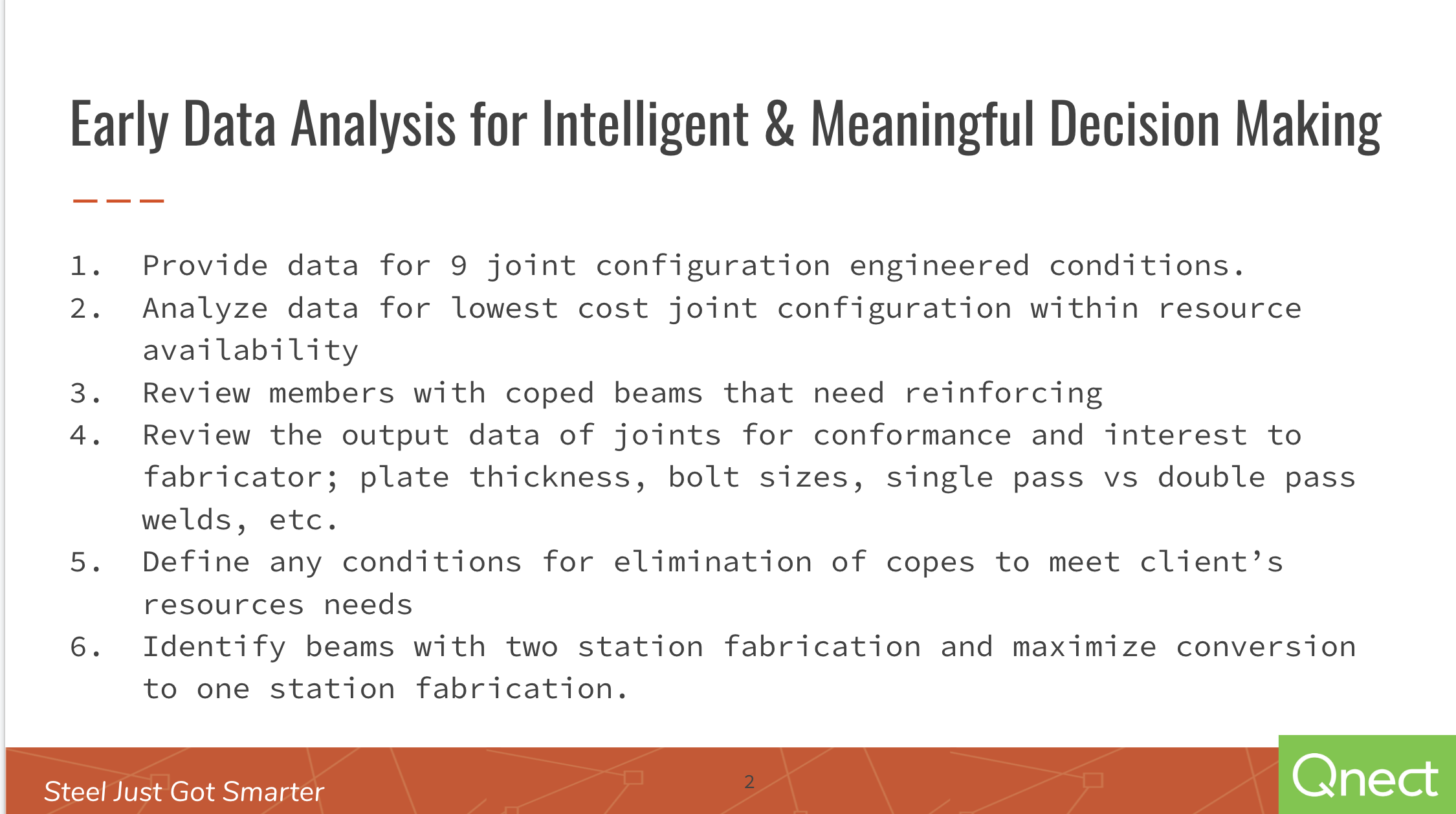
The first thing that we do in analytics is we'll run the fabricators project nine different ways. We'll try single angle, double angle, three quarter inch bolt, seven inch bolts, one inch bolt, shear plate - the works. We have nine default settings. We can increase that we can run it as many times as we want trying different things. We have gone as high as 22 times. Then we provide a report that looks like this. This is the first output report on the analytic structure.
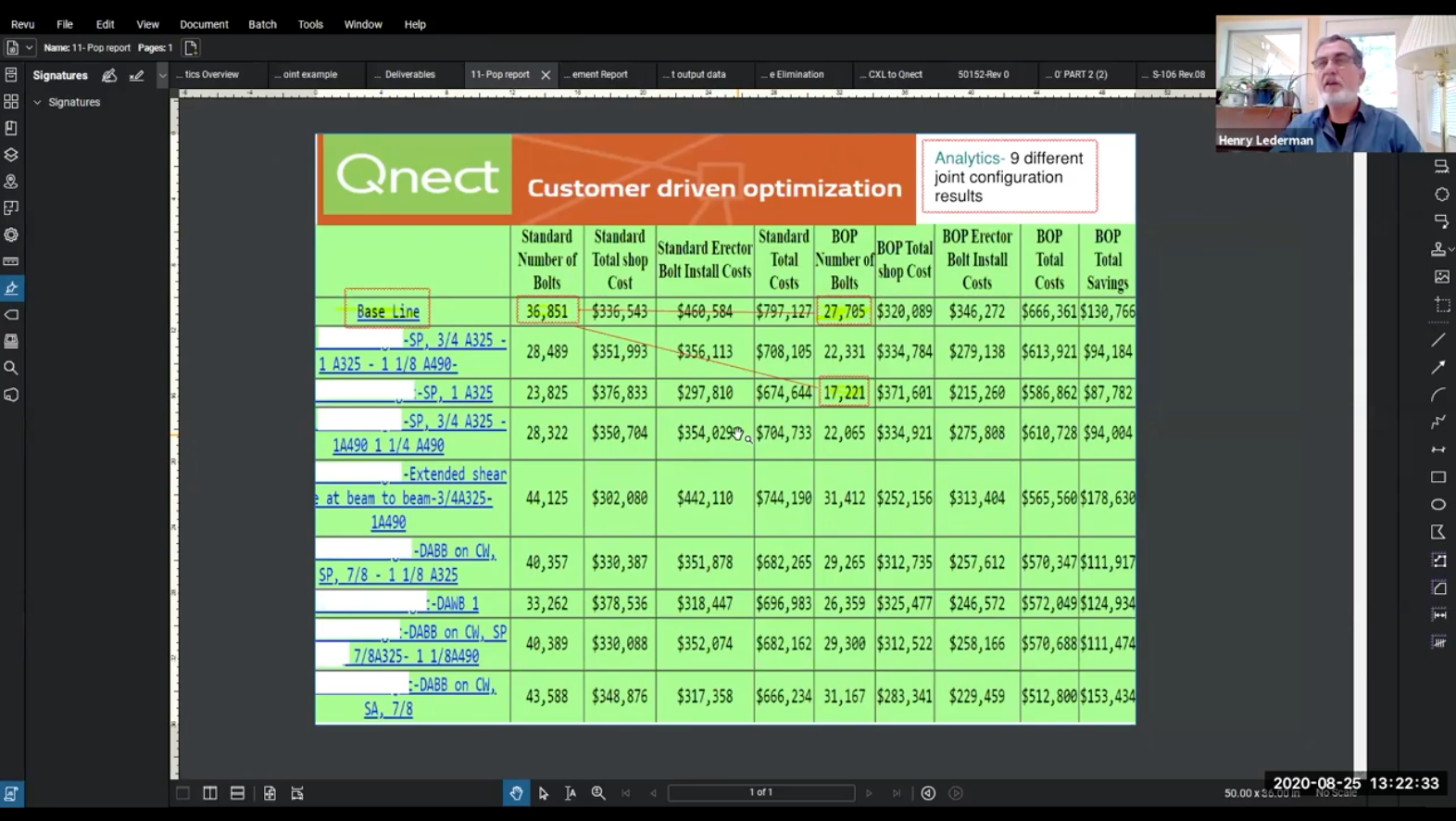
Imagine this is still estimating and we already have the entire building right up to the bulkhead on the roof engineered and modeled if we want to nine different ways. Now for some shops maybe half of this information is not useful. They may say “we're just a boltage shop.” But it's not uncommon for us to hear a fabricator declare a particular configuration practice and then have them do a complete 360 and use something else because this data informed them in a way that they couldn't see before.
Without going into all the numbers, just to give you a sense of it, baseline primarily represents what the fabricator wanted to do, what he was or she was planning to do. We have to have a baseline so we can be confident that the numbers we're providing the fabricator are real and useful.
And of course when we run the job we're running it off the EORs requirements, we're not making stuff up. If they had no information on the loading requirement we may still run it at 0.5 UDL and advise the client that's what we're doing so they can at least have a relative comparison to get a sense of where things are. But let's not go into the dollar numbers because they can be different for every client.
Let's just take a quick look at the number of bolts because when we say we save you bolts it's an absolute, there's no question about it. In this case standard bolts would be what the conventional methodology that we showed you at the beginning - three inch vertical spacing typically and we see about 37,000 bolts. Since we run all of this simultaneously we see that the optimized joint the varying of the bolt spacing saved 9000 bolts.
That's pretty good, right?
I think you ought to agree if we stop there everybody would be pretty happy. For some clients, stopping there is where they end up. But if we look down further down we can find another run. That's another 10,000 bolts. By changing the bolt diameter and I don't know whatever else, wow, I mean that's substantial. This is a real job and that's a substantial difference even from this one and they don't have to do that; they can choose 29,000 bolts and still say seven thousand or twenty two.
This is the point of course is that they get to look at from the first floor to the roof a full analysis - in our case about sixty to 80 percent of the connection; that number continues to grow every day and be able to make some decisions out of that.
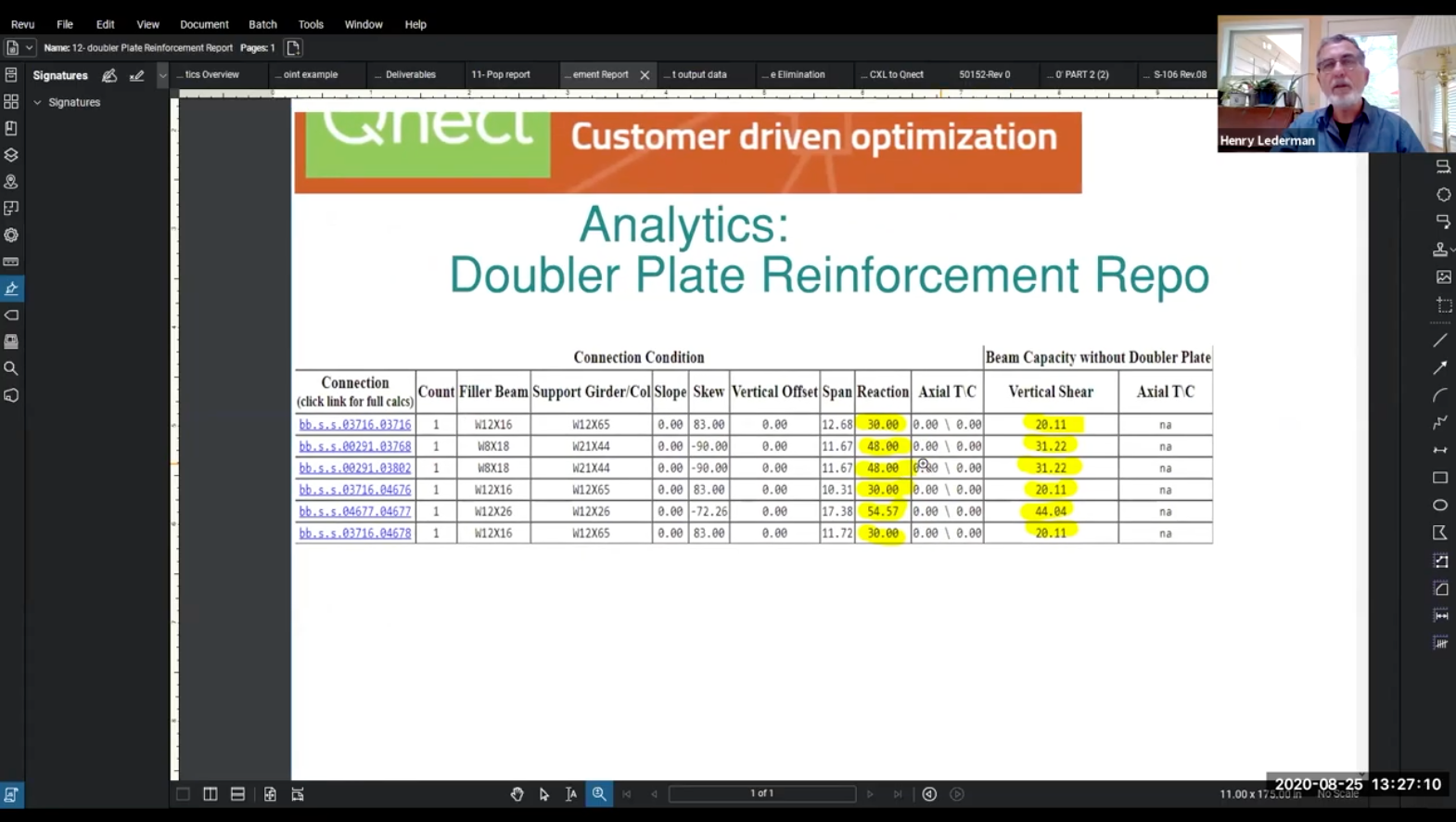
The second thing we show is the cope beams that need to be reinforced. It's not uncommon especially high loaded conditions with smaller beams for whatever reason that the cope for the beam reduces its capacity to the extent it needs to be reinforced. No fabricator likes to reinforce a beam, it costs a lot of money: three to five hundred per piece and typically once the job's been assigned to the connection engineer the next time the fabricator might see a reinforcing plate on the beam is when it's in the shop long before they have a chance to do something about it.
Well, with Qnect ,we will provide a report. Again, estimating - same thing, production - same information is available. And their reports, and by the way we will reinforce the beam, no problem; however, we know that how expensive it is.
So here's a case in point, a real case and you get - the user gets - this to come back to the EOR and say “look can you, can we, reduce these loads. I mean it's a 12 16 it's really got more than 20 KIPS.” And if that doesn't work, you can create a map with our codes and locate each one. We do this all the time. Send it as an RFI. The second alternative is to upsize these beams. It won't take much imagination to see an 818 go to 10 15 or 12 16 to 12 22 the weight difference is minimal compared to the cost of the reinforcing plate.
Not every job has reinforcing but we have many jobs that have reinforcing and sometimes the volume can be quite high.
The third thing we provide in analytics for the sixty to eighty percent of the connections we do, is a full clear definition of what the joints look like: weld sizes, pjp, cjp, bolt sizes length and quantity, material, the whole works and we provide that in an output specific information that shows the fabricator the quantity, the bolt size, the bulk quantity...this is part of the information output in particular play thicknesses not uncommon in the review of this data earlier at the analytics stage to find you know a plate that's inch and a quarter thick and say all right let's not do that let's find where those are and let's change them to something more reasonable.
Then you start to see how focused and custom the analytic stage can be - where we can see both the global but the local and then create an output by changing configurations even locally in the model to produce an outcome that's more efficient for the shop. So that's the specific joint output.
The last thing I want to talk about is extended shear plates. We run across many many fabricators who currently coped their beams manually. They have to chalk it, they have to put it on the skid, someone has to chalk it, mark it, someone has to come back burn it...Once they're done very, very, expensive and very time consuming and [it] takes up a lot of space in the shop.
Now the antidote to that is an extended shear plate that the EOR accepts it and most of the time they do. But at the stage using conventional engineering they get to only do it once, you don't just say to the connection engineer “just give us extended shear plate, we want to eliminate copes.” Why? Because you don't know what the trade-off is.
What if all the extended shear plates now have three columns of bolts and one inch thick and double pass welds? You might want to think twice before you make that decision.
With Qnect, we will actually run the entire building using extended shear plates for the fabricator to be able, through analytics, whether it's estimating or production [and] make a decision around the feasibility of eliminating copes. Now keep in mind when you eliminate the cope and you use an extended shear plate you're also reducing the amount of material you have to buy: three, four, five inches each end adds up you know. We've seen over 100 tons [savings] because Qnect can do this on day one. You can order the material to actual length and save a ton of material besides the cope.
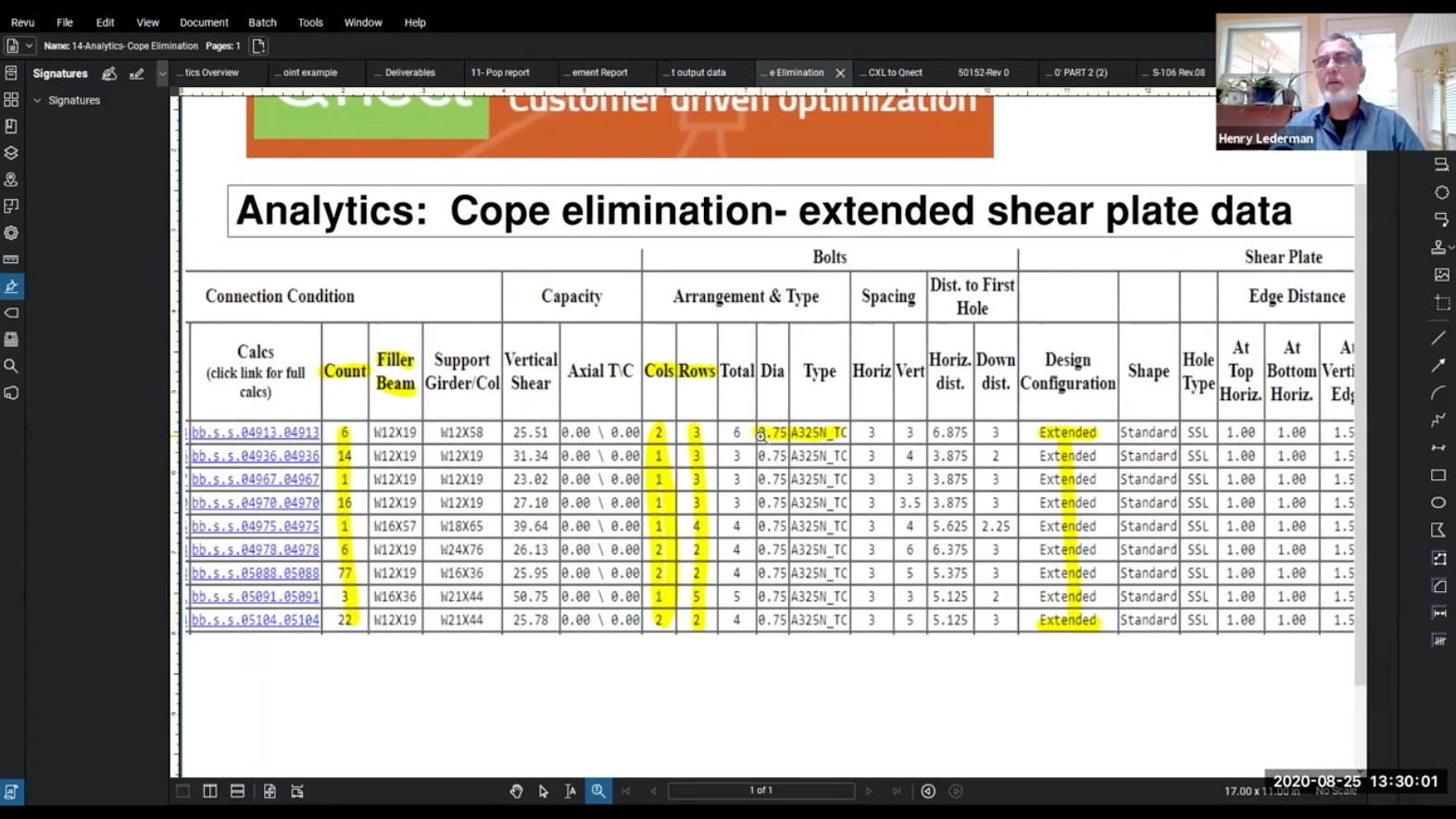
So pretty cool. So you get the count number of columns which is really important, total number of bolts, size of bolts, and then certainly we want to see what thickness plates we have because half inch and under it's a single pass weld; it's a very efficient outcome for the fabricator. Then again, as I said just a few minutes ago, if any of these seem excessive we can go locally, change the configuration even while we maintain extended shear plates throughout.
We have clients that one shop manual coping and other shop equipment and so we're able to split the job wherever they tell us around our preferences with extended shear plates for one shop and change it for the other after the decision about preferences has been made.
So that um that's primarily what i wanted to present today in terms of the deliverables and I’m gonna save the last two future items.
At this point open up the opportunity for any questions that you might have that you'd like to ask.....
Watch the Q&A section here. This link will take you to the Qnect YouTube channel and should jump directly to minute 28 in the webinar where the Q&A begins.
Access the Qnect app to enhance team collaboration and project efficiency. Sign in or create an account to manage communication and workflows with clarity and control.
1 min read
This special GC-focused webinar took place on November 20th, 2019. The webinar focuses on reducing time to construction for the general contractors....
1 min read
Qnect's Analytics webinar, that took place live on January 22, recieved strong engagment from the audience and generated some insightful questions...
1 min read
Qnect's Henry Lederman and Aaron Bartlett, recently hosted a webinar titled "Determining the Lowest Cost Joint Configuration" for the general public....